





Successful Heat Treating; Understanding of Materials Composition.
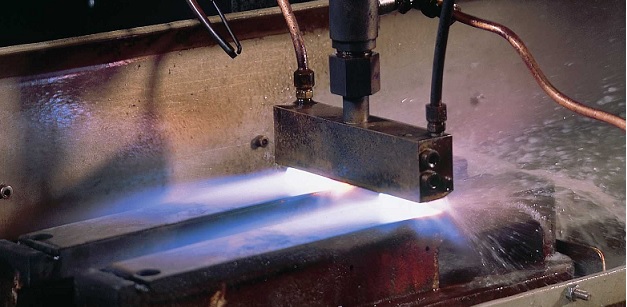
This week we tackle issues more commonly encountered as part of the debugging and startup phase of installing a new flame hardening process. As with any new process, flame hardening requires some testing and adjustment before you get exactly the hardness patterns you need to meet production standards.
Here we’ll share our top troubleshooting tips when you are dealing with hardness levels below the minimum required for your part.
First of all, and this is so basic you’d think it doesn’t need to be said, but you’d be surprised how often this is the case – ensure that the material you’re using has the necessary quantity of carbon to reach the desired hardness levels. Hopefully that was done in the design/heat spec stage, but by the time we’re in install mode sometimes folks have made changes and didn’t realize there would be consequences. I’m sure this has never happened to you!
Successful heat treating stems from sound understanding of materials composition. We’ve mentioned this issue before (June 25 post) but it bears repeating here: the amount of carbon in the steel determines how hard it can get, using the appropriate rate of heat and quench.
You need to heat steel to its ideal austenitizing state, which varies according to its composition. you would heat For example, 1055 (a straight carbon material) goes from 1500 Fahrenheit and needs to be cooled in less than a second to reach the Martensitic structure (the hardest state for that material – M 90 is considered optimum). For 4140 (high alloy steel) also goes to 1500 Fahrenheit but cooling needs to be done in less than five seconds. It’s another example of how “it’s not just the heat, it’s the cool.” Cooling cycles that are too slow for the material reduce hardness levels. Both heat and quench impact the resulting hardness levels and the best heat treaters know how to manipulate each cycle just so to achieve exactly the level, depth and pattern required. You can too. These relationships between heat, cooling, and material form the core processes of heat treating in general and flame hardening in particular.
If you want a good introduction to this process, called isothermal transformation, try this YouTube video posted by Linda Vanasupa (Trouble accessing link copy the following to browser. https://www.youtube.com/watch?v=CEbg-8cpfNo). She uses the I-T diagrams produced in the 1930s and 1940s by US Steel for a 1080 straight carbon steel and explains the relationships between the temperatures, rate, and material to achieve the various crystallized structures. Like most anything, you can get a good grasp of the concepts with this overview, then if you want to geek out over the differences in the structures between bainite and Martensite, keep Googling.
Back to the problem at hand – parts coming out too soft. Some production lines have a “dwell time” between the heat treating cycle and quench cycle to redistribute the heat from the surface of the part deeper and farther out. If you find you’re not meeting hardness levels using this process, try getting the part to quench faster, shortening the length of your dwell time.
A couple of the ways the quench itself impacts hardness levels have to do with composition and temperature. To maximize hardness during the quenching process you need to bring the part’s temperature to the appropriate level for the appropriate duration, based on the mass and composition of the material. The rate is solely determined by mass and composition.
In general, the slower the quench, the more you are likely to lose hardness points. Add water to increase the “harshness” or rate of the quench; add synthetic quench to slow the rate. Just remember that anything in the quench that affects the rate of cooling affects the hardness levels, including temperature of the quench.
As always, you can reply or reach me at mark@flametreatingsystems.com if you have a particular flame hardening or flame treating question or problem you’d like to discuss. Next week I’ll blog about the opposite problem from this one – how to adjust the process when your hardness levels are too high.
B5: We want to know your opinion.