





Safety and Flame Hardening (Part 1)
This blog starts a series of posts that will delve more deeply into the flame hardening process itself. We begin this week with safety concerns and then end up with design tips for your in-house flame hardening application.
Of the concerns our clients express to us about using flame for hardening their parts, safety tops the list. Clients are understandably cautious about introducing open flame into their manufacturing processes and want to know the risks – or more importantly, how we at FTSI manage the risks – inherent in flame hardening equipment.
At FTSI we always start by reminding clients that ANY industrial equipment, especially those that produce isothermal transformation of steel, have inherent risk. Safety precautions are standard for installation and operation of most equipment. All heavy machinery requires training of and attention from the operator. Carelessness or complacency cause more accidents than the machinery itself. In fact, we find that because flame hardening does use open flame, operators’ natural instincts to avoid fire help reduce the risk of injury. You can’t see the heat in ovens, or the current in electricity, so the risk of accidental encounters increases. But with open flame, operators can see where they need to stay out of the way and naturally give flame the respect it deserves. In fact, after forty years of manufacturing and installing flame hardening systems all over the world, we have yet to hear of an on-the-job injury related to our equipment – and we are committed to keeping that record over the next forty years.
So although injury from burns and explosions is virtually nonexistent, we do see problems when clients have installed improper gas and oxygen lines which produce uncontrolled flame. This uncontrolled flame is usually too oxygen rich and burns too hot, often flowing backwards toward the flame head and torches and melting those mechanisms. We call these instances “backfires” or “flashbacks,” which I’ve written about elsewhere under troubleshooting. But I want to go into a little more detail here because certainly clients worry about uncontrolled flame as a safety risk.
Backfires and flashbacks occur almost exclusively as a result of one of two problems: 1) the design of the system doesn’t produce the proper flows of fuel and oxygen in the lines, and also the cooling in the flame head design itself; 2) the source of fuel gas produces an inconsistent flow, or the fuel gas being used by the client is unstable. Let me address each of these issues.
The flow rate and ratio of oxygen to gas determines the quality and controllability of your flame. When clients try to design their own systems, we see too often that flow rates and ratios are an afterthought – if they are considered at all. Fuel and oxygen lines need to be sized correctly depending on the flow and volume of the application. If they’re too small, you can almost guarantee flashbacks. The same is true if your fuel supply flow is suddenly reduced. Anytime the ratio of oxygen to fuel suddenly spikes, for whatever reason, you’ll likely get flame trying to burn backwards toward the equipment.
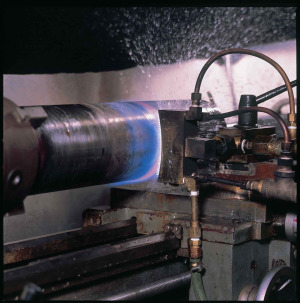
Flame heads need cooling to handle the amount of heat coming through the flame ports without damaging the heads. If heads get too hot, backfires will occur. We water cool all of our flame heads and install mechanisms that shut down the machine in the event of cooling failure in the heads. We also install shut down valves in our equipment whenever they detect a fuel/oxygen flow in the reverse direction. So we virtually never see flashback or backfire problems in our own equipment.
Next week we’ll finish up the safety discussion. As always, if you want to ask me about heat treating or flame hardening or flame hardening process email me at mark@flametreatingsystems.com or call 919-956-5208.
B8: We want to know your opinion.