





Flame Hardening Machines
BUILT TO SPEC. BUILT TO LAST.
It all starts with your parts.
We believe doing your own flame hardening allows you the best control over your production and quality. To get a budget number for a new flame hardening machine for your plant, we first ask you to submit the design specifications and drawings of the parts that will be flame hardened. (We’ll sign any necessary non-disclosures.)
Specs should include:
- Part material (specifying type of steel or cast iron)
- Part dimensions
- Required hardness pattern and depth, if known (we can help determine hardness patterns if needed)
- Estimated annual production quotas
The flame hardening process does not include carburizing, but through the application of appropriate levels of heat and quench, the structure of the steel or iron reaches the desired Martensite. Materials typically flame hardened include, but are not limited to, 1045, 4140, and 51200 steels, and ductile cast iron.
This initial quote gives you a budgetary number. Once the project goes forward, we will work with you on specifying all the details and exact costs for the new machine. Click here to submit your request for a budget quote
The following list of flame hardening machines will give you a general idea of the technologies used for particular types of parts.
Wheels, Sprockets, Sheaves and Gears |
|
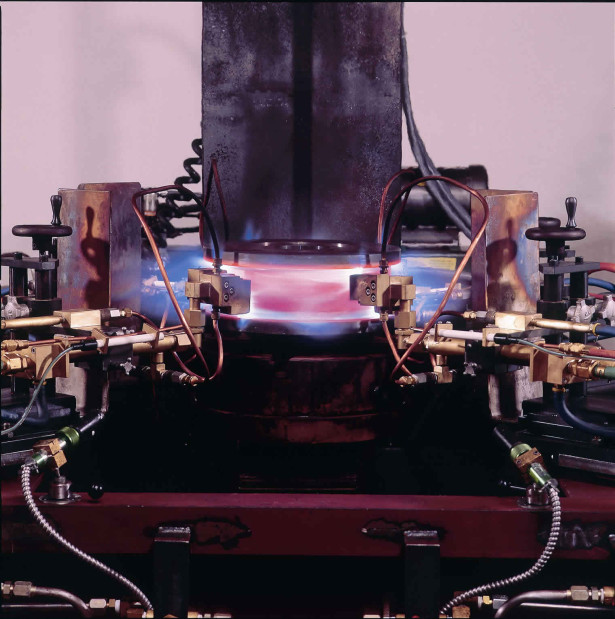
| A common application for flame hardening involves circular parts that get a lot of wear in heavy machinery, such as wheels, gears and sprockets. These are placed on a chuck and spun in front of specially designed flame heads that produce the pattern you require. Then the machine lowers them into a quench calibrated to cool at the rate necessary to establish the required hardness and depth. These spinning machines can be designed to flame harden parts up to 48” in diameter and weighing up to 3000 lbs. – or more, in special cases.
For gears, the spin flame hardener will typically create hardness through the gear tooth and depending on pitch, will harden below the root. Some metal growth and distortion will occur. The amount of growth and distortion will depend on how much heat is applied to the gear. This method works great for higher production situations because the cycle time is relatively short. But if distortion is an issue in the line, we often use a less heat-intensive method.
|
Standard Spin Flame Hardening Machine Includes:
|
When Distortion or Pattern of Gears is a Concern |
|
| Some gears perform better using a slower but more precise flame hardening technology that heats one tooth at a time. This method produces the least amount of distortion since the amount of heat absorbed by the gear is more limited than one being hardened with a spinning machine. When your production time can’t accommodate the machining that can take out any distortion, we recommend this tooth-at-a-time flame hardening machine. It’s also ideal for large gears, from a six-pitch to well below one-pitch, or for ring gears that have thin rims which warp easily. If you need faster production, you can set up multiple flame and quench stations that speed up the tooth-at-a-time process.
Tooth-at-a-time flame hardening incorporates two different techniques, depending on where you want the hardness to be and the size of the pitch of the gear. A flank pattern hardens only the sides of the tooth by scanning the area with special water quench flame heads, first heating then quenching the tooth face. If the gear pitch is large enough, flame heads can be designed to harden both the flank and the root the same way. For smaller gear pitches we first heat the root and flank, then spray quench. The example picture here shows the torch moving up a vertical scanning mechanism to scan the tooth of a 5,000 lb. gear.
|
Standard Tooth-at-a-Time Flame Hardening Machine includes:
|
Ways and Flats |
|
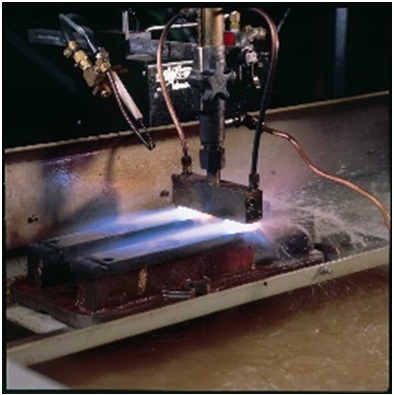
| Flame hardening flat, rectangular parts like ways is accomplished by keeping the part stationary and moving a flame head which also applies quench. The flame/quench head moves along the part (sometimes called “scanning” or “progressive” flame hardening). Various means are used for moving the flame/quench head along the length of the part. Surfaces can be other than smooth.
Send Us Your Ways and Flats Specs
|
Standard Progressive Flame Hardening Machine Includes:
|
Shafts and Rolls |
|
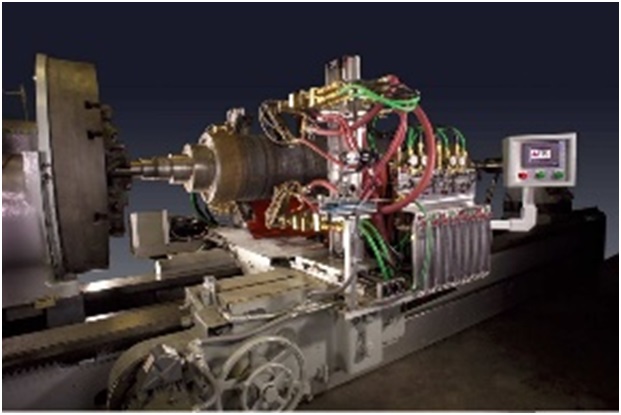
| For shafts and rolls, both the torch and the parts are spun. Water quench flame heads scan the shaft using progressive technology while the shaft rotates on a lathe mechanism. This is called a combination flame hardening machine.
|
Standard Combination Flame Hardening Machine Includes:
|
Shaft ends, special steel casting configurations and large parts |
|
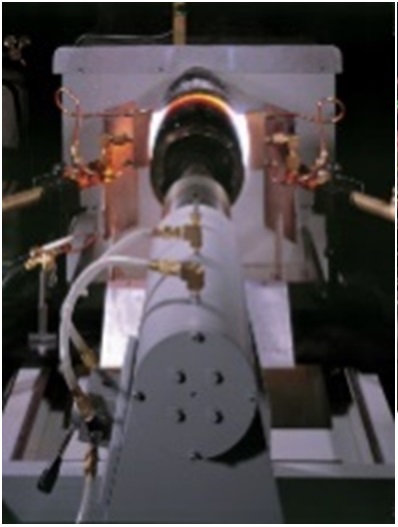
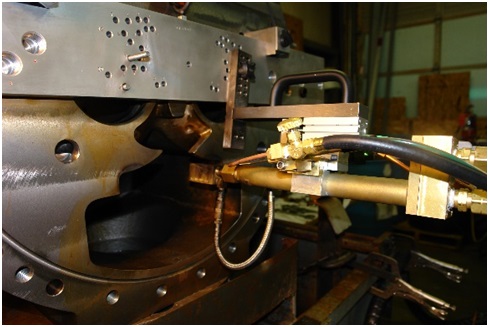
| Sometimes we design machines for very large pieces of equipment that cannot be spun or mounted or that require hardening for only a small area. In these cases we design a stationary flame hardening machine that heats a specified area, then the part is taken to quench or quench is brought to the part. We call these machines stationary since neither the part nor the torch spins or moves.
|
Standard Stationary Flame Hardening Machine Includes:
|






PREPARING YOUR SITE FOR A NEW FLAME HARDENING MACHINE
While each installation is unique, expect to perform these typical preparations at your plant before installing the machine:
- Some clients install flame hardening machines in a separate room. Some install them in the production line and install a hood to pull secondary heat out. The machine does not require venting. We do recommend that operators and others nearby wear ear protection. Footprint will depend upon the type of machine and the size parts being hardened.
- Appropriately pressurized sources for oxygen and gas. Industrial gas pressures should be a minimum of 20 psi; oxygen should be a minimum of 70 psi. For natural gas, this may require a booster if the utility company cannot provide it at that level.
If all prerequisites are in place when we arrive, we can install and have production-ready a typical machine within five business days. The best installations occur when operators and maintenance personnel can spend some time with us while we are onsite, understanding the machine’s basic design and functions and familiarizing themselves with the control panels.
100% MANUFACTURED IN THE USAFlame Treating Systems Inc. is the world’s premier manufacturer of flame hardening machines. Our vast experience in the industry equips us to design, build and install a machine to flame harden the parts you need, affordably and reliably. Customers are using our machines in their manufacturing and heat treating facilities on four continents across the globe. Flame Treating Systems, Inc. has operated as a small, American family-owned business for over forty years. Our philosophy is simple: get to know our customers and their needs so we can make the best equipment for the best price. We want our customers to increase their profits with flame hardening. We do that by keeping our non-critical costs low and putting our resources into what returns the highest value for our customers. We depend on a good partnership with our customer throughout the design and manufacturing process. That’s because we intend to have customer relationships that last for decades, just as our machines do. Built to spec. Built to last. |